
Шипы для ошиповки труб паровых котлов
Шипы (холоднокатаные шипы) изготавливают холодной прокаткой в соответствии с ТУ Ш-2-2002 (ТУ 1390-296-05015331-98 ОАО "Подольский машиностроительный завод "ЗиО-Подольск")
ТЕХНИЧЕСКИЕ УСЛОВИЯ Ш-2-2002 (ТУ 1390-296-05015331-98)
Настоящие технические условия распространяются на шипы, предназначенные для шипования труб гладкотрубных и цельносварных экранов стационарных паровых котлов.
Требования к материалу.
- Исходная заготовка для изготовления шипов - сталь калиброванная круглая по ГОСТ 7417 квалитета h11 с техническими требования - по ГОСТ 1051 в прутках длиной 3...4 м.
- Сталь - группа качества поверхности Б, в термически обработанном состоянии (НВ<=200).
- Для изготовления шипов применяется сталь марки 12Х1МФ по ГОСТ 20072, сталь 20 по ГОСТ 1050 или сталь другой марки по согласованию сторон.
Технические требования.
- На шипах не допускаются заусеницы, следы ржавчины, окалины. На острие конуса допускаются остатки перемычек, убираемые галтовкой. На поверхности конусов и цилиндра допускаются риски и мелкая плена, частично удаляемая галтовкой.
- Отклонение формы шипов от цилиндричности (конусность, овальность) не должны выходить за поле допуска на диаметр.
- Поверхность холоднокатаных шипов покрыта остатками технологической смазки, применяемой при прокатке.
- Холоднокатаные шипы перед приваркой - подвергать галтовке в галтовочном барабане (с опилками) для удаления технологической смазки и притупления острых кромок. Эта операция осуществляется Заказчиком перед сваркой.
- Тара для транспортировки шипов - металлические бочки.
Основные параметры и размеры.
Конструкция, размеры шипов и предельные отклонения должны соответствовать рисунку и таблице.
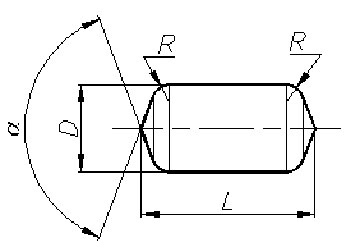
| № п/п | Размеры шипа с предельными отклонениями | Масса 1000 шипов, кг | |||
| Диаметр D, мм | Длина L, мм | Радиус R, мм | Угол конуса Альфа, град. | ||
| 1 | 10±0.1 | 16-0.5 | 2 | 138±3 | 8.2 |
| 2 | 10±0.1 | 20-0.5 | 2 | 138±3 | 10.5 |
| 3 | 12±0.1 | 16-0.5 | 2.5 | 138±3 | 11 |
| 4 | 12±0.1 | 34.2-0.5 | 2.5 | 138±3 | 29 |